Handling and care of SARAD 2000 universal water-miscible coolants
How to properly mix and prepare cutting fluid
cutting fluid is prepared by mixing water with a certain amount of soluble oil, the amount of added oil can vary from 3 to 15% depending on the type of machining process. The milky color of the cutting fluid is obtained from the formation of the emulsion resulting from the dispersion of the oil particles in the water, and its uniformity is important . The particles of soluble oil in the water will be the more effective the cutting fluid ,, so to achieve this, it is important to observe following points:
PConsidering that water is one of the main and influential factors in the preparation of cutting fluid. So that, the use of water with good quality has a significant impact on the preparation of suitable cutting fluid.
PAs much as possible, it is recommended to use a jet mixer to prepare a uniform and stable emulsion.
PIf there is no jet mixer, the oil must be added into the stirrig water. (Adding of water in the oil causes the oil to corrode and the desired emulsion is not formed).
How to charge the new cutting fluid
P Before emptying the previous cutting fluid water, with circulating of alkaline detergents in channels as well as the out-of-reach points of the device's tank must be completely cleaned from bacterial and fungal colonies. For this purpose, before draining the old cutting fluid water, alkaline detergent with a percentage of 1% should be added to the tank and the circulation should be done for 2 to 8 hours. )depending on the degree of contamination of the device))
PAfter performing the above steps, the used cutting fluid and chips inside the tank of the machine should be completely drained and the tank of the machine should be washed with water.
P Prepared cutting fluid water with suitable concentration should be charged inside the tank of the device.
P Do not mix water and oil inside the machine's tank.
P If the concentration of cutting fluidy water inside the device increases due to water evaporation, to adjust the concentration cutting fluid , water with a low concentration 1 to 3% is prepared and filled. (filling of pure water inside the cutting fluid tank is avoided as much as possible)
Daily operation before starting the device:
The general process of controlling cutting fluid:
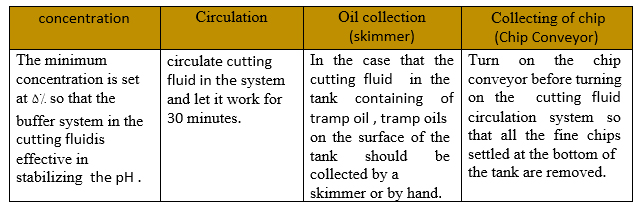
Concentration control:
Why should the concentration be controlled?
For the stability and long-term life of the used emulsion, the correct concentration is the main factor. In other words, the presence or absence of a suitable stabilizer, pH regulator and other compounds needed in cutting fluid formulation is determined by measuring the concentration
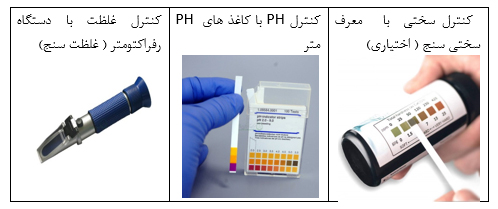
How to measure:
1) Set the refractometer to zero with pure water
2) Put a drop of cutting fluid on the glass part of the refractometer
3) Read the observed surface value in the refractometer
4) The obtained number should be multiplied by the refractometric coefficient of the cutting fluid
5) The values should be written in the control sheet
6) The refractometer should be washed and cleaned
Important note:
Contamination can affect the accurate reading of the refractometer, so that the accurate reading of the refractometer number will not be possible in the emulsion contaminated with tramp oil. In other words, a suitable emulsion with accurate mixing will show a sharp line in the refractometer.

PH value control:
Why pH should be controlled?
PH indicate us how affectual of our emulsion is.The low pH is the first sign of a decrease in the
quality of the emulsion.
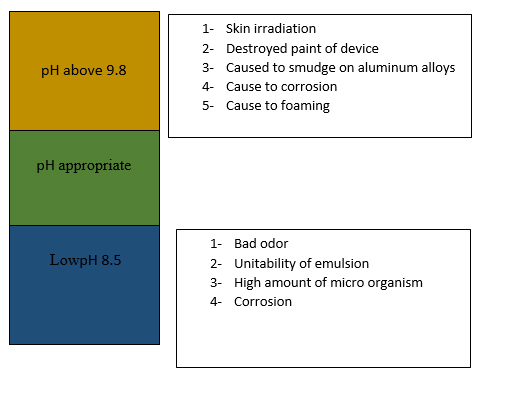
The suitable range for cutting fluid emulsion is between 8.7 to 9.6.
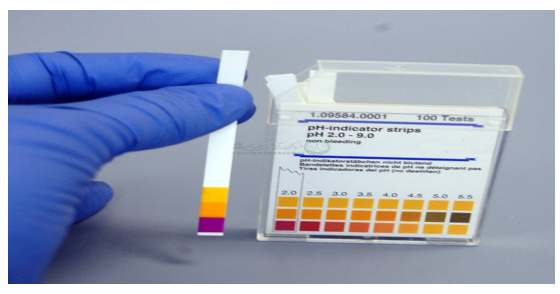
How to set up PH :
1) The pH paper introduced into the clean emulsion and keep it for about 30 seconds.
2) Compare the color shown on the paper with the standard colors on the box.
3) Record the values in the control sheet.
Consequences of high or low pH :
Odor control and appearance quality:
The bad smell sometimes indicates the inbalance of the emulsion and it can happen when the emulsion remains stagnant, in which case a 30minutes circulation of cutting fluid through the circulation system can solve the problem. The proper appearance gives good information about the stability of the emulsion, so a stable appearance is a good indication of the stability of the emulsion. The amount of change that can be detected by the eye or the formation of a significant floating layer is the first sign of an unstable emulsion.
Important note: Record the changes in the control sheet.
© Important note: write down the amount of changes in the control sheet.
Periodic control of important parameters:
The control of changes in effective parameters in cutting fluid depends on the size of the tank. In large tanks, it is necessary to control the changes more than in small tanks.

Important note: check the data and contact by supplier when you see a discrepancy.
Removing excess oils:
P Waste oils floating on the surface of the coolant may provide conditions for the anaerobic growth of microorganisms in the tank and spoil the cutting fluid, especially when the coolant remains stagnant, the oil slowly moves to the surface and aggravates the spoilage of the cutting fluid.
P When the cutting fluid in the tank is stagnant, use a skimmer to collect waste oils from the surface of the cutting fluid water in the tank. If you do not have access to the above device, you can do this manually.
Removal of chips and microchips:
P Chips and microchips are deposited at the bottom of the tank, especially when the coolant is not circulating. Removing sediments from the bottom of the tank increases stability and also prevents corrosion and the growth of microorganisms.
Preventing the corruption of cutting fluid
P To increase the life of the used cutting fluid avoid putting tramp oils, cigarette butts, coffee or tea residue, chocolate and other food into the cutting fluid tank .