industrial environmental friendly mineral based coolants and lubricants (SARAD 2000)
An overview about industrial lubricants and coolants (water-based)
Water-soluble oil, also known as soluble oil or oil-in-water emulsion, is a type of oil that is mixable with water and forms a stable emulsion. Typically, it appears as a milky solution and exhibits suitable emulsion stability, corrosion protection, and anti-rust properties as essential features. Normally, oil does not dissolve in water; when oil is added to water, its particles disperse as fine droplets that remain suspended. The conversion of oil into very fine particles is achieved through a chemical compound called an emulsifier, which is responsible for creating the oil-in-water emulsion. This oil easily blends with water in various ratios, creating a milky and homogeneous mixture. Water-soluble oil, with its ideal lubrication properties, facilitates metalworking processes and prevents the generation of excessive heat due to its cooling effects. It possesses anti-rust and anti-foam properties as well, making it suitable for various metalworking operations that require a water and oil mixture. In essence, the oil present in the emulsion provides lubrication, while the water in the mixture serves the purpose of cooling. General Expected Parameters of Water-Soluble Industrial Lubricants and Coolants: Overall, the parameters and qualities that can be expected from the usage of water-soluble oil for machining operations are as follows:
• High Cooling Capacity
• Effective Lubrication
• Corrosion Protection
• Resistance Against Bacterial Degradation
• Appropriate Viscosity
• Health and Safety Considerations High Cooling Capacity
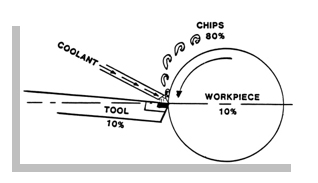
The amount of heat generated is dependent on the physical and chemical properties of the tool and workpiece material, cutting speed, depth of cut, feed rate, coolant fluid, and tool geometry. In machining operations, heat is primarily generated in three areas:
1. Workpiece
2. Tool
3. Chips
Approximately 80% of the heat generated in machining operations is carried away by the chips. About 10% is absorbed by the workpiece, and the remaining 10% is transferred to the tool. The task of a water-soluble coolant is to cool about 20% of the total heat generated or absorbed by the workpiece and chips. This assumes that the tool angle is properly selected in relation to the work surface (Figure 1 ).
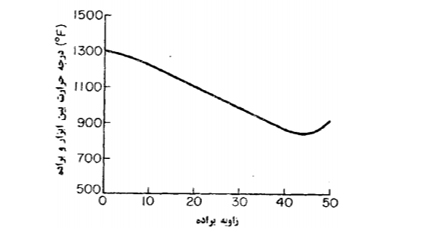
By increasing the tool rake angle, chip formation is improved, resulting in reduced cutting forces, power consumption, and specific energy consumption. This leads to enhanced machining efficiency. However, on the other hand, with a further increase in the rake angle, the clearance angle decreases, and the tool life diminishes. Figure Effective Lubrication: Similar to how cooling plays a crucial role in reducing the temperature of the cutting tool and the machined workpiece, lubrication also contributes by reducing the friction coefficient. This assists in easy chip separation from the tool-workpiece interface, diminishing the tendency for built-up edge formation and adhesion to the cutting tool. Ultimately, both processes aid in flushing away and removing chips from the cutting zone. Moreover, proper lubrication, especially at high machining speeds, can lead to an increased surface finish.
Protection Against Corrosion
The mechanism of iron corrosion is somewhat akin to electrochemical galvanic cells, as it involves an oxidation-reduction process where both oxidation and reduction reactions occur in separate regions of the iron component. The anodic site is where the oxidation half-reaction takes place, while the cathodic site is where the reduction half-reaction occurs. The anodic site is characterized by low oxygen concentration, whereas the cathodic site typically forms in regions with high oxygen concentration. Fe (S) electrons flow through the metal and from the anodic site towards the cathodic site. Since iron metal facilitates the transfer of electrons from the anodic site to the cathodic site, it is referred to as an electronic conductor or an internal circuit. At the cathodic site, electrons participate in the cathodic half-reaction in the presence of oxygen and water.
Since the water droplet facilitates the movement of ions, it is referred to as an ion conductor or an external circuit. Note: Without water, the electrical circuit related to iron corrosion is not complete and no rusting occurs.

Figure 2, the process of corrosion occurs when the metal is in contact with moisture and oxygen. If this contact is severed in any way, the corrosion phenomenon does not happen. If a suitable coating (film) of material is applied to the metal and this contact is broken, the corrosion or rusting phenomenon will not occur. This can be achieved in two ways:
A) Using organic coatings such as fatty acids
B) Using inorganic coatings such as borates, phosphates, silicates.
Sustainability Against Bacterial Degradation
One of the significant factors that lead to the deterioration and unusability of aqueous cutting fluid is the growth of aerobic and anaerobic microorganisms present in coolant reservoirs of machines. This results in coolant degradation and the development of unpleasant odors. Factors such as pH reduction, hydraulic oil leaks, oils present on the surface of the workpiece, and operator negligence can contribute to coolant degradation. The various microorganisms can be classified into three categories:
• Aerobic bacteria (capable of growth in the presence of air)
• Anaerobic bacteria (capable of growth in the absence of air)
• Yeasts and fungi (visible organisms with colony appearances similar to rubber)
Preservatives are compounds that inhibit the growth of these microorganisms in various ways. They have extensive applications, especially in the food industry, where their addition to products extends shelf life. These compounds can also be used in aqueous coolant, but it's important to note that they can affect humans similarly to how they affect microorganisms. Careful consideration should be given to their selection to ensure they do not endanger human health; as human operators are the most valuable part of the production process. Moreover, since the adverse effects of these chemicals manifest in the long term, safety and health units of production facilities should conduct relevant tests on the substances before using them in machines. If it's proven that hazardous materials are not present in the formulation, approval for their use can be granted.
Appropriate Viscosity
One of the crucial factors that enhances the efficiency and longevity of cooling oil is viscosity. Solutions with low viscosity help disperse particles such as dust and dirt, as well as the additional oils from the machine, effectively expelling them. By collecting and removing these particles, the product's lifespan and efficiency are improved.
Health and Safety Considerations
The cutting fluid used must meet the following requirements:
Non-toxicity: The coolant used should not be toxic, as toxic coolants can irritate the operator's skin and lead to various skin conditions and even cancer. Hence, toxic substances should never be used in the coolant solution. Most solvent-based oils produced by reputable companies are initially non-toxic, but as they deteriorate, their toxicity significantly increases.
